DESIGN FOR ADDITIVE MANUFACTURING: ANISOTROPÍA
Para obtener el máximo rendimiento de la FA o de cualquier tecnología de fabricación es necesario conocer a fondo sus ventajas e inconvenientes (características propias) y considerarlas desde las fases de diseño iniciales.
En tecnologías clásicas como mecanizado o inyección de plástico, es una práctica habitual el diseñar acorde con el método de fabricación, sin embargo existe en fabricación aditiva una falta importante de metodología específica. Desde la fase de diseño, documentación, fabricación y incluso trazabilidad.
Debido a las grandes posibilidades que ofrece la impresión 3D y a su divergencia con respecto a las tecnologías de fabricación clásicas, esta falta de metodología se está empezando a cubrir con lo que se ha convenido en definir como DFAM (Design for Additive Manufacturing), la metodología particular de referencia a la hora de fabricar en 3D.
En el caso de aplicaciones estructurales, donde la fabricación aditiva está proporcionando muchas soluciones, el conocimiento de la propia tecnología ha permitido aprovechar ciertas características particulares para llegar a soluciones con un valor diferencial.
La libertad geométrica o la facilidad de crear estructuras aligeradas combinadas con herramientas como la optimización topológica han hecho posible la fabricación de piezas que reducen considerablemente el uso de material y mantienen simultáneamente exigencias funcionales, por ejemplo.
Sin embargo, es igualmente necesario tener en cuenta otras características que de no ser consideradas, son desventajas potenciales. Se trata en este caso de la anisotropía inducida por el proceso de fabricación aditiva. La anisotropía es un comportamiento donde las características o propiedades físicas (conductividad, constantes elásticas, dilataciones…) son diferentes en función de la dirección en la que sean medidas.
La anisotropía es un comportamiento donde las características o propiedades físicas son diferentes en función de la dirección en la que sean medidas.
La anisotropía puede atribuirse a la estructura interna del propio material, por ejemplo organismos biológicos como la madera o los huesos han optimizado su estructura a través de generaciones de selección natural. El diseño de la propia geometría puede ser otra razón, donde estructuras tipo lattice (nivel macroscópico) definidas en función de las exigencias sustituyen volúmenes macizos. Una tercera fuente de anisotropía muy extendida es la anisotropía inducida por el proceso de fabricación que en el caso de la impresión 3D cobra una especial relevancia siendo la que nos ocupa en este momento.
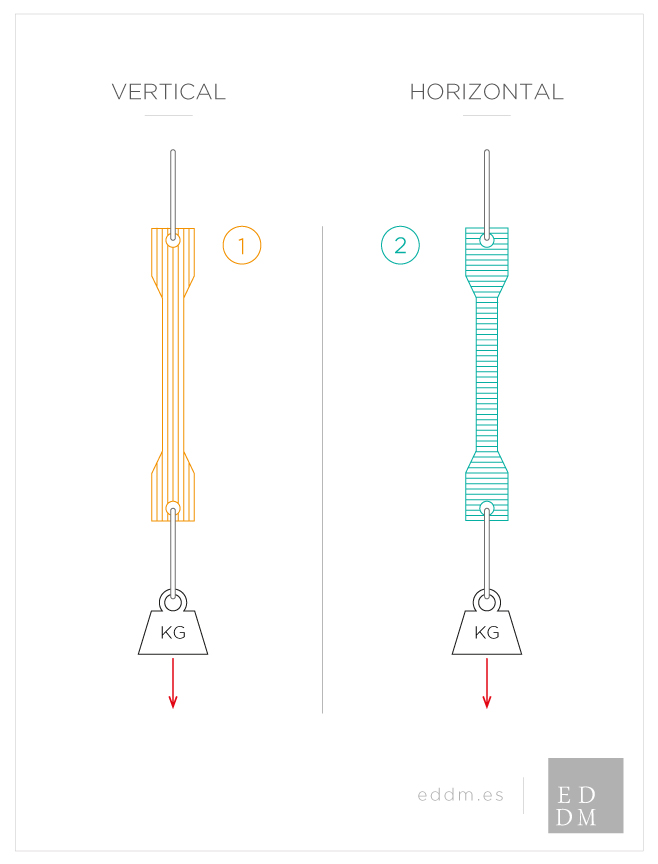
Se explica a través del principio de la propia tecnología: la consolidación de material capa a capa hace que la generación del volumen suceda en dos situaciones diferentes. Se puede analizar la continuidad del material dentro de una misma capa, o entre capas sucesivas.
Además, el tipo de consolidación y las condiciones en las que se da tiene mucha influencia en la homogeneidad de la pieza final, por lo que se encuentran grados de anisotropía diversos en función de la tecnología de FA.
Haciendo una clasificación de las tecnologías de Impresión 3D en base al tipo de consolidación y en consecuencia, al tipo de material de partida, se observan los diferentes alcances que tiene la anisotropía.
|Contornos, estructuras internas y zonas específicas.
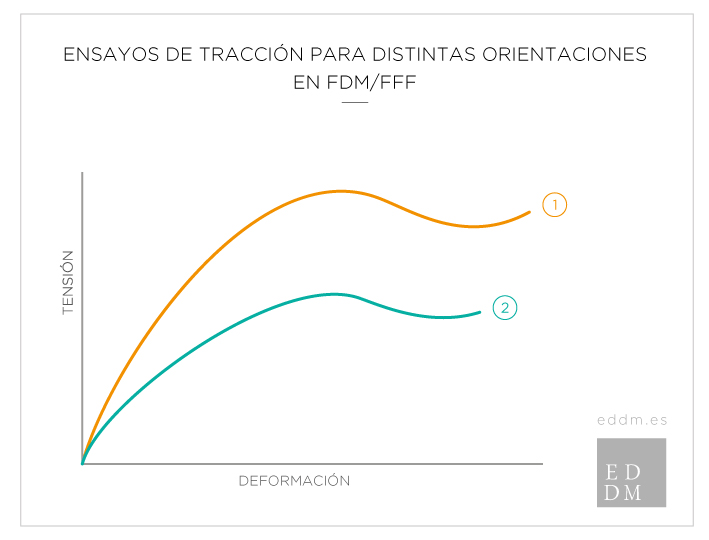
La tecnología FDM es la que induce una mayor anisotropía. Se parte de un filamento sólido que se funde antes de ser extruido de forma selectiva; dicha extrusión es continua durante la generación del volumen en una misma capa, y la capa sucesiva consiste en otro ciclo de extrusión continua selectiva que se apoya en la anterior.
Por tanto, mientras que la cohesión del material en una misma capa viene dada por una continuidad del material extruido, entre capas se da una unión mecánica o pegado producido por la deposición del material fundido sobre el material consolidado de la capa precedente.
La consecuencia práctica supone una menor resistencia mecánica entre capas: módulo elástico, límite elástico, tensión de rotura…
La consolidación de material capa a capa hace que la generación del volumen suceda en dos situaciones diferentes. Se puede analizar la continuidad del material dentro de una misma capa, o entre capas sucesivas.
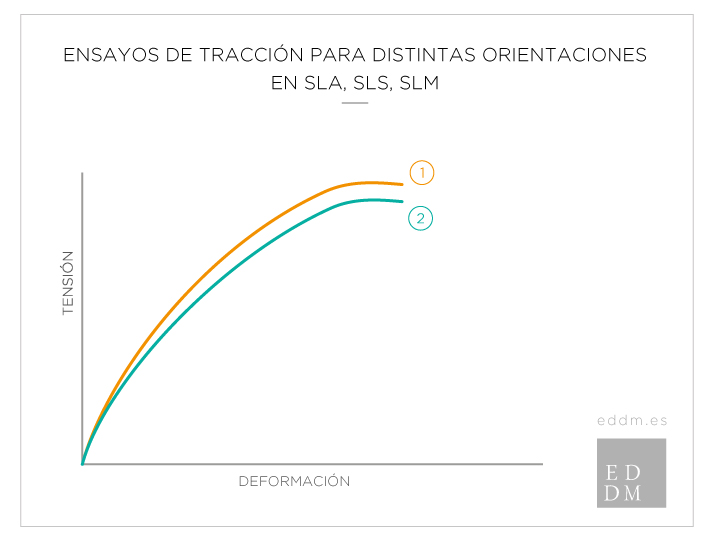
Otro grupo de tecnologías sería el formado por sistemas de solidificación de resinas fotosensibles o estereolitografía (SLA, DLP, CLIP, FTI). Se trata de un proceso químico complejo donde resinas compuestas por monómeros/oligómeros y fotoiniciadores (catalizadores) reaccionan en presencia de luz UV formando cadenas de polímeros y dando lugar al estado sólido.
Dependiendo de parámetros como la base química de la resina, la intensidad de la luz, el tiempo de exposición o la altura de capa, la exposición a UV selectiva que tiene lugar en el proceso de fabricación no precipita la reacción química de todas las moléculas, por lo que generalmente post procesos de curado suelen ser convenientes.
Por la misma razón, las cadenas que se forman en la consolidación de una misma capa existen también entre capas, por lo que la unión química existe en todas las direcciones, y por tanto, la anisotropía no es tan acusada en estas tecnologías.
|Contornos, estructuras internas y zonas específicas.
En cuanto a las tecnologías basadas en el lecho de polvo (SLS, DSLM) en las que la base de funcionamiento es el sinterizado y fusión de partículas de polvo, el calor generado al crear una capa traspasa a las capas inferiores haciendo que la unión entre capas sea efectiva y habilitando unas propiedades que son parecidas en el plano de la capa y en el plano perpendicular a la capa, aunque sigue existiendo un grado de anisotropía considerable.
Tener en cuenta en fases iniciales del diseño no solo las condiciones geométricas, la tecnología y el material del que va a estar constituida la pieza, sino también la posición de fabricación en máquina, es algo imprescindible.
Como conclusión, se ha apuntado que los procesos defabricación aditiva inducen un cierta variabilidad de propiedades mecánicas (tales como la resistencia, durabilidad o fatiga) según la dirección, por lo que tener en cuenta en fases iniciales del diseño no solo las condiciones geométricas, la tecnología y el material del que va a estar constituida la pieza, sino también la posición de fabricación en máquina, es algo imprescindible para tener un control sobre la anisotropía inducida por el proceso y alcanzar así la máxima optimización.